| TOP・ご挨拶です |
| プロフィール&主張 |
| お酒屋さん、なのです |
| ちょっと一息 |
| 住所入力・郵便番号 |
| MDBでの完全無料公開版 |
| のし紙印刷 |
| MDBでの完全無料公開版 |
| かんたん給与管理 |
| MDBシェアウエアー |
| タバコ自動販売機 |
| シェアウエアー |
| なんでも自動販売機 |
| シェアウエアー |
| POSレジ販売管理 |
| シェアウエアー |
| POSレジ仕入販売管理 |
| シェアウエアー |
| 上記一覧ページへ |
| 作者一覧ページへ |
| Vectorで他のソフトを探す |
| 注意!! と お詫び!! |  |
|
| このページは 町の酒屋さんが お酒にまつわる逸話を 楽しく紹介したページです。 |
あくまで、町の酒屋さんのページです 専門の教授ではありませんので、 勘違い、失言もあろうかとは思いますが、 お許し頂き、 楽しんでいただければ、さいわいです。 |
|
 |
葡萄果汁の中の糖分は果実についている酵母により、 潰して壷に入れておくだけで自然にワインになります。 神が人類に与えた最高のプレゼントです。 でも、人の知恵が芸術品にまで、育みました。 |
 |
洪水からは 逃れたものの |
ノアの箱舟で大洪水から生き延びた人類が、 地上に降りて最初に栽培したのが葡萄の木だとか・・。 大洪水から生き延びたものの、ワインには おぼれなかったのでしょうか。 |
|
|
|
|||
 |
エジプトでは | 王家の墓には、ワインの製造過程の壁画や 収穫地、収穫年の記したワインが入って いたと思われる壷が出土しています。 この時代、すでにビンテージワインとは・・・。 |
|
|
|
|||
 |
シャンパンは 偶然の産物 |
シャンパーニュ地方はフランスの最北端です。 冬の冷え込みで発酵が休止したものを発酵が 終わったと思い込んで、瓶詰めしたものの、 春に飲んでみると瓶内発酵によって発泡性に。 華やかな社交界で、空前の大ブレイク。 |
|
|
|
|||
 |
地区によって 出来が違う? |
石灰岩質、質砂、粘土質等が地殻変動によって 地表の土壌が地区、畑ごとに大きく変わるからです。 日当たり、気温その他気候条件でも大きく変わり。 一切水を加えないので葡萄品種の違いも正直です。 シャトー(醸造所)の考え方の違いなどもでしょうね。 |
|
|
|
|||
 |
ガメ地区に ガメなし |
ガメ品種で有名なボジョレーヌーボですが、実は この品種、ガメ地区が発祥の地、ところが地区の 公爵が気に入らず、禁止してしまいました。 この結果、ガメ地区からガメ品種はなくなりました。 |
|
|
|
|||
 |
まさかの樽熟成 | 国家の税収として、酒税がかけられた時、 密造が横行しました、当時大型の容器は樽しかなく 山奥で見つかりそうになった密造人が隠して逃亡、 ほとぼりが冷めて、取りに行くと、信じられない味わいに・・・ |
|
|
|
|||
 |
ブランディーは ワインのあまり? |
ブランディーで有名なコニャック地方はボルドーの北 生産過剰に陥ったときの苦肉の策で蒸留したとか この地の葡萄の高い酸度は、芳香成分に変わり、 アルマニャックブランディーと並び名醸地になりました。 |
|
|
|
|||
 |
フィロキセラの 悲劇 |
1864年頃、アメリカ大陸からフィロキセラ虫がヨーロッパ 全土に広がり大打撃、逆転の発想で、アメリカから輸入した、 害虫に強い木に接木することで被害を食い止めました。 苗と友に南米チリに渡り、ワインを有名にした職人もあり。 でも衰退したぶどう園あり、悲喜こもごもです。 |
|
|
|
|||
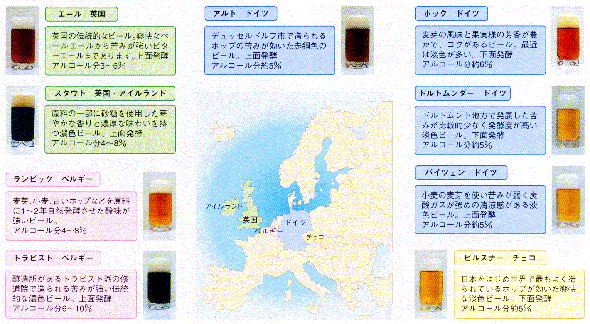
| トホホの現実 | 世界的に、国民酒の消費が落ち込んでいます ドイツでは、ビール純粋令の緩和以後、 フランスではワインが、日本では日本酒、その国内での 消費が軒並みダウン、多様化の一言で片付けられていますが 悲しい現実です。トホホ・・・・ |
||
ちょっとだけ専門家
| 日本酒 | ワイン | ビール | 焼酎 | ウイスキー類 |  |
 |
 |
 |
|
||
| 醸造酒 | 醸造酒を蒸留した蒸留酒 | ||||
| 食物に含まれる糖分(デンプンの場合は 分解して糖分にして)から、微生物(酵母) の働きによってアルコールを作り出す事です。 糖分からアルコールと二酸化炭素が作られます。 |
アルコールと水の沸点の違いによって、 水の沸点よりは低く、アルコールの沸点よりは 高く加熱することでアルコール成分を 取り出すことです。 |
||||
| このページは 町の酒屋さんが お酒にまつわる逸話を 楽しく紹介したページです。 |
注意!! と お詫び!! あくまで、町の酒屋さんのページです 専門の教授ではありませんので、 勘違い、失言もあろうかとは思いますが、 お許し頂き、楽しんでいただければ、さいわいです。 |
| 日本酒のお話です | 一覧に戻る | TOPに戻る |
優れた文明に又、優れた酒文化
世界の酒文化が教会や神社によって進歩したのは面白いです〜!!
世界の酒文化が教会や神社によって進歩したのは面白いです〜!!
奈良県から、酒の神様、大神神社(三輪神社)と清酒の製法を発明した正暦寺を紹介します。
『立派な文化を持つ国民はりっぱな酒を持つ』
冷酒から燗まで楽しめるのも又、高い酒文化の表れでしょう。
大神神社(三輪神社) |
神話や古典の中には、しばしば世の中の繁盛を願う酒のことが出てきます。大神神社は、日本で一番早く開けた大和地方の一の宮で医薬、療病、禁厭(まじない)の術、製薬、酒造りの法などを教えられた神様です。 桜井市三輪山の大神神社では、毎年十一月十四日に酒まつりが行われます。これは醸造の安全を祈願するもので、この日から三輪山の杉の葉で作る杉玉(酒ばやし)が、各地の酒造家、醸造元に授与されます。 ただし、大神神社で生まれた酒は濁酒でした。 |
| 菩提山 正暦寺 奈良県奈良市菩提山町 TeL 0742-62-9569  |
それ以後、現代のような清酒にする製法の基本を生みだしたのが正暦寺です。 現代のような精白米で仕込み(南都諸白)、数回に分けて仕込む(段仕込み)、加熱殺菌を行う(火入れ);パスツールが低温殺菌法を発見する数百年も以前に実現しています。 十七世紀に伊丹諸白が台頭するまで、一世を風びした僧妨酒の出現です。 『多門院日記』は興福寺塔頭、多門院(現存していません)の住職が記したものと言われていますが、僧妨酒についても書かれています。 |
 |
| 日本酒造りは二人三脚、助け合い 日本の心・・「和をもって尊しとする」 麹と酵母の共同作業、同時に仲良く助け合います。(並行複醗酵) |
|
| アルコール発酵の仕組み |  |
| アルコールを造り出す酵母はでんぷんを消化できません。 そこでまず麹菌が、でんぷんを細かく糖分に分解します。 糖分を原料に酵母が、アルコールを造ります。 同じ発酵タンク内で同時に、進みます(並行複発酵です)。 実はこの作業こそが、世界中で一番高い アルコール度数の醸造酒を造る秘密なのです 食事を作り、働く、やがて二人は自ら作り出した、 アルコールで静かに、眠りに就くのです。 (自然に発酵が止まります) |
|
| 本醸造酒 | 添加アルコールの量を規制しています。 | |
| 純米酒 | 精米率70%以下(30%を削り取ります)の原料米を使用し、 添加アルコールは一切使用していません。 |
|
| 吟醸酒 | 精米率60%以下(40%を削り取ります)の原料米を使用します。 |
|
| 純米吟醸酒 | 精米率60%以下(40%を削り取ります)の原料米を使用し、 添加アルコールは一切使用していません。 |
|
| 大吟醸酒の 場合 |
米粒を50%以下にまで削り取り、たんぱく質、脂質、ミネラルなど麹の繁殖を助ける 栄養素を取り除きます、さらに麹や酵母の生育に適さない低温まで冷やします。 このような、生き残るのがやっとの環境にすると、特別なエステル化合物を 生成します。なんとこれが、吟醸香といわれる爽やかな香り成分なのです。 (心地よい生育環境にするための酵母達もアロマセラピーなのでしょうか?) |
|
| 精米の話 | 玄米の外側に多く含まれる、たんぱく質・脂質・ミネラルなど麹の繁殖を助ける物質は 多すぎると酒の味に雑味(『くどい』と感じる味わい)が生じるので、玄米の外側を 取り除き中心の、綺麗な部分を使います。 |
|
 |
玄米です | |
| 玄米の3分の1削った白米(精米67%) | ||
| 玄米の3分の2削った白米(精米33%) 一度に削ると急激な温度変化と乾燥のために割れてしまいます。 4日程の時間をかけて、ゆっくり気長に行います。 全国新酒鑑評会出品の大吟醸酒等はここまでします。 |
||
 |
酒造好適米特有の特徴、心白 (真ん中の白い部分)に、ご注目ください。 |
|
| 米の柔らかい部分があります。 その為、麹の菌糸が、奥深くまで入り込みます。 |
||
 |
麹カビを植え付けた、イメージ図です。 左図:表面に麹菌がベッタリと繁殖しています。 右図:表面はまばらですが、奥深くまで菌糸が伸びています。(はぜ込み) 左は、発酵が早く進みますが、途中で発酵力が落ちてしまいます。 右は、ゆっくりと発酵が進みますが、発酵は力強く持続します。 当然右図のほうが良いのですが、以下図の、職人の手仕事なのです。 |
 |
| 麹菌の植え付け | |
 |
蒸した米に、麹菌を植え付けて、均質に混ぜます。 山状にして置くと、温度が上がり、麹菌が増殖を始めます。 かき混ぜて、表面の荒熱を取り、空気とよく混ぜ、 湿度調節すると、菌糸が表面に繁殖せずに 米の内部(心白部分)に入り込んでゆきます。 まさに、これぞ職人の技、お酒の発酵を大きく左右します。 |
|
|
|
| 生もとの酒母造り | (写真が湯気で曇っています) |
 |
麹菌の増殖した蒸米を、桶の中ですり潰します。(山卸し作業) 時間と労力が必要ですが、この作業の中で、 信じられない事が起こります。 硝酸還元菌により、亜硝酸反応が進み、雑菌を消滅させ、 麹の酵素で、米のデンプンが分解されて甘いブドウ糖ができます。 次に乳酸菌により、乳酸発酵が起こり、雑菌を消滅させ、 最後には、硝酸還元菌も乳酸菌も自滅してしまうのです。 亜硝酸もなくなり、甘酸っぱい液体となり 自然に酵母の生育環境が整うのです。 ここに、醸造蔵の柱や壁に住み着いている酵母菌が 入ると自然に、アルコール発酵が始まります。 これぞ、生もと造り、先人達の「知恵と工夫」 伝統の酒造りです。 |
|
|
|
| 山卸廃止もと | 明治42年(1909)頃のことでした。 山卸作業ですり潰さなくても(山卸を廃止)、 麹で溶かすとも言われるとおり、麹から、 酵素の溶け込んだ液体を分離し、浴びさせて(汲み掛け作業) 同等の効果を得られるようにしました。 |
|
|
|
| 速醸もと | 人工的に硝酸カリと乳酸を添加し酵母の生育環境を整えます。 改悪や手抜き等とは思わないでください。 税収を増加させるため、安全・確実に量産を図る、国の指導の下 国家戦略として、開発されました。 |
|
|
|
| 火入れ | 低温(60℃〜65℃)で加熱殺菌し、貯蔵すること。 これは、1876年のパスツールによる低温殺菌法の発明 より300年も前のことで、微生物という概念もまだなかった 時代だけに、驚嘆に値します。 |
| 段仕込のお話 | 密閉しないタンクで発酵させます。(開放発酵) |
 |
タンクに蓋のない状態(雑菌汚染の危険大)の状態 で安全に発酵を進める秘訣がここにあります。 前述のような、多彩な生物の係わり合いの中で 完成した環境を維持しながら、発酵力を加減しながら 発酵状態を管理し、もろみの量を増やしていく これこそが、段仕込みの妙です。 ブクブクと発酵により、泡立ちが始まります。 さらに、泡の状態を見極めながら、暖気樽で暖めたり、 タンクの外側から冷やしたりして、杜氏さんの理想の 状態で発酵を進めていきます。 出来上がりの味を決める、大切な作業となります。 搾りにかかる時も、大変で、 杜氏さんの感所(かんどころ) 昨日は、まだまだと言っていたのに、 今日朝から、搾ると なったり大変だと聞いています。 |
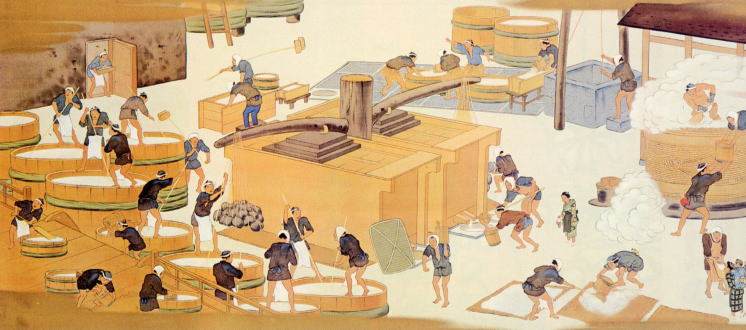
| いよいよ、お酒を搾ります。 | |
 |
 |
| もろみを袋に詰めていきます。 手作業の大変な、作業です。 |
プレスして、搾ります。昔は、上昔絵の様に、 てこを使い石の重みで搾ります。 |
| 出てきた、しぼりたてのお酒は、かすかに、濁りがあり、霞のかかったような感じです。 そして、微かに緑色かかった黄色(私の独断と偏見)です。 飲んでみると、僅かながら、炭酸ガスを感じます。蔵に行かなければ体験できません。 その後、タンク内で静かに置くと、タンクの下に、ほこりのような澱(オリ)が、沈みます。 火入れ(加熱殺菌)はまだしていません、このとき瓶詰めしたものが『あらばしり』です。 『あらばしり』のお酒を買ったとき、瓶底に、ほこりのような澱があれば 『大当たり』だと思ってください、そのほうが美味しいです。(これも独断と偏見) |
|
| 西洋の酒造りとの違い 西洋 ・・・ 麦芽の文化 東洋 ・・・ かびの文化 |
| ワインのお話です | 一覧に戻る | TOPに戻る |
| 主なワインの分類です | ||
 |
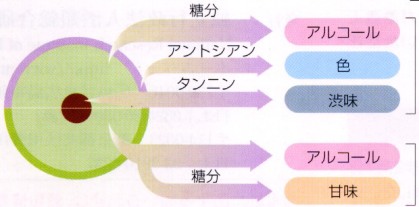 |
赤ワイン |
 |
白ワイン | |
 |
発見は偶然から 完熟葡萄の果実に特殊なカビが生えて果皮表面のワックス成分を 溶かすと水分が蒸発して木に成った状態のまま干葡萄になります。 これこそが、貴腐葡萄といわれ、搾ると糖分40%の濃厚な果汁 が得られます。 じっくりと発酵させると味わい深い黄金に輝く貴腐ワインとなります。 |
貴腐 ワイン |
| 葡萄の糖度は、他の果実に比べて高いために、搾った果汁が そのままで、アルコール発酵が可能です。 歴史は古く、自然に落ちた果実が発酵しワインができたとも言われています。 人類の誕生よりも、早かったかも知れません。 |
||
 |
赤ワインの場合果実を粉砕機でバラバラにし た後、果皮・種・果汁を一緒に仕込み発酵させます。 果皮から鮮やかな色が、種から渋みの タンニンが出てきます。 |
|
 |
||
| 十分に出たところで発酵液だけを 取り出し、さらに、発酵を進めます。 2週間で約12〜13%の アルコール度となります。 |
||
 |
||
| 出来たばかりの赤ワインは、渋みと酸味が 強すぎるので、樽に入れて2〜3年貯蔵します 刺々しい味わいの成分が、結晶化して沈殿します。 これがいわゆるオリと呼ばれ瓶詰め した後も発生します。 |
||
| ビールのお話です | 一覧に戻る | TOPに戻る |
| 紀元前3000年頃のメソポタミアや古代エジプトの記録に見ることができます。 麦芽やパンが貯蔵してある壷の中で、自然発酵したのが、きっかけと考えられています。 当時はホップの添加もなく、密閉発酵が不可能なことから、苦味や発泡性は無かったようですが、 どんな味なのでしょうか・・・? |
|
| 原料の麦の種類色々です。 | これが、ホップの姿です。 |
 |
 |
| 発芽させた麦を熱風で乾燥させた後、粉砕し、お湯の中に浸します。 麦芽に含まれる、酵素により、たんぱく質がアミノ酸に、デンプンが糖分に、分解されます。(甘い麦汁) この中の、穀皮をろ過で取り除きます。(一番麦汁) 濾し取った穀皮に、お湯をかけて麦汁を、回収します。(二番麦汁) 1kgの麦芽から大瓶10本ほどの麦汁が取れます。 この麦汁に、ホップを加えて、90分程、煮沸し酵素を失活させると友に、苦味を移します。 ビール酵母を加えて、アルコール発酵、いよいよ若ビールの完成です。 0℃の密閉タンク内で数十日間のアルコール発酵を行います。 シッカリと炭酸ガスが溶け込んで、未熟臭も消えて、濾過すると、美味しいビールの誕生です。 |
|
 |
| 焼酎のお話です | 一覧に戻る | TOPに戻る |
| 白麹 | 黒麹 |
 |
 |
| 日本酒は黄麹ですが、焼酎は上図の麹が使われます。 これらの麹は、クエン酸を生成し、焼酎本場の南国でも 雑菌の繁殖を抑えて、安全に発酵が進みます。 さらに、セルロースにも分解作用がありますので 芋などの繊維質の多い材料にも向いています。 |
|
| 麦、米、芋、そば、黒糖、胡麻、紫蘇、栗、等色々ありますが |
| 麹菌は、米や麦が一番良く育ちます。 その為、米や麦麹に、芋、そば、黒糖、胡麻、紫蘇、栗等 を加えて、発酵させます。 芋では、芋麹を使用した、全麹焼酎もあり、人気です。 |
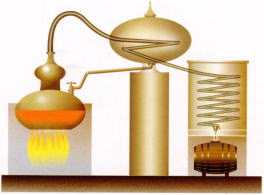
| 単式蒸留と連続蒸留って何? | |
| 単式蒸留機 | 連続蒸留機 |
 |
 |
 |
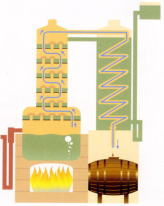 |
| 単一の蒸留機で、1回だけの蒸留を行います 原材料由来の味と香りはしっかり残ります。 本格焼酎、焼酎乙類、等と言われます。 |
何層にも重なった蒸留機。 連続して蒸留を行います。 原材料由来の味と香りは残りません。 焼酎甲類です。 |
| 減圧蒸留と常圧蒸留って何? | |
| 気圧を低くして、低温で蒸留します。 | 一気圧で、通常蒸留します。 |
 |
 |
| 最近、主流の蒸留方法です。 一般的に、軽やかな香りです。 |
見直されています。 シッカリとした、重厚な香りです。 |
| ウイスキーとブランディーのお話です | 一覧に戻る | TOPに戻る |
| 乱暴な言い方ですが | |
| 穀物を原料とする醸造酒(例えば、ビール)を蒸留すると、ウイスキーです。 | |
| 厳密には麦の種類が違います。 麦芽を乾燥させる時、ウイスキーの場合は、ピートと言う 特別な燃料を使い、独特の香りを付けます。 麦以外にも、トウモロコシ等も使います。 |
|
|
|
|
| 果実を原料とする醸造酒(例えば、ワイン)を蒸留すると、ブランディーです。 | |
| 厳密には、葡萄の品種が違います。 酸度の高い葡萄品種が使われます。 |
|
|
|
|
| 単式蒸留器にも色々な形があり微妙に味の違いが楽しめます。 | ||
 |
||
| ストレート型 | バルジ型 | ランタン型 |
| 醸造所によって、蒸留温度、火加減 取り出すタイミング等、千差万別 夫々に、味わいの個性が楽しめます |
||
|
|
||
| 樽のお話 | ||
 |
樹齢100年以上のオーク(楢材)が使用されます。 1年放置後、節のない柾目材に加工し さらに、1〜2年風雨にさらして、樹脂成分を、 除き、タンニンを酸化させてから、使用されます。 |
|
 |
||
| 新酒の刺激臭を吸収するために、 一気に、強火で焼いてしまいます。 せっかくの、新樽なのに・・・。 |
||
 |
||
| こんなに、なるまで、焼いてしまいます。 だいじょーぶなのでしょうか。 熟成のためには大変重要な工程らしいのです。 |
||
 |
||
| もともと、オーク(楢材)は家具材 としても使われるもので、その上 柾目板を、使用していますので 大変長持ちです。修理すれば、 80年〜100年使用されます。 |
||
 |
||
| 現在では、曲がった樽材を真っ直ぐに する技術も開発されたため、家具材 として再利用もされています。ほのかに ウイスキーの香りがするのでしょうか。 たまりません、欲しい〜・・・。 |
||
| 熟成(天使の分け前) | |
 |
|
| 貯蔵1年目 | 貯蔵10年目 |
| 樽での熟成は、現代科学を以っても、不明な部分が多く よく分かっていません。10年で上図の様に減ってしまいます。 これがないと、味が良くならないのです。 天使の分け前と呼んでいます、慎ましやかな人間の心がここに・・・。 |
|