![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
最終更新日 : 2007/01/29
【特徴・機能】
■このソフトはNCからのデータをRS232Cを通じてPCに取り込みエクセルなど任意のアップリケーションソフトに書き込みを行うソフトウエアです。
■NC側の機内計測データ・機外計測データ・補正データ・各工具毎の加工数・機体温度などあらゆるデータ(機械仕様により異なります)をエクセルなどに自由な書式で書き込みが出来ます。
■データが出力された日付・時間を書き込むことが出来るので、加工時間や1日のトータルの加工数など加工管理が出来ます。
■エクセルをネットワーク上で共有することで離れた所からも常時データの監視が出来ます。
■PCでほかの作業を行っていてもNCからデータが送られると指定されたアップリケーションに切り替わりデータを書き込みます。
ベクター
http://rd.vector.co.jp/soft/win95/business/se319911.html
【実行時の説明】
■下図のように自由なフォームを作成し機械側のプログラムでデータを送ります。
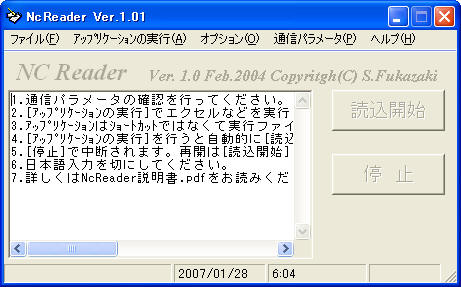
■実行時はNcReaderは最小化でタスクバーに表示されバックグランドでRS232Cからのデータを待ちます。
■データが送られるとエクセルの最初に指定したセルからデータを手でキー入力したようにデータを書き込んでゆきます。
■改行コードで次の行の先頭に戻り次のデータを待ちます。
■PCの画面を切り替えてほかの作業を行っていてもデータが来るとエクセルに画面を切り替えてデータを書き込みます。
ただし、日本語入力時にデータが来るとデータが日本語になってしまうので注意が必要です。
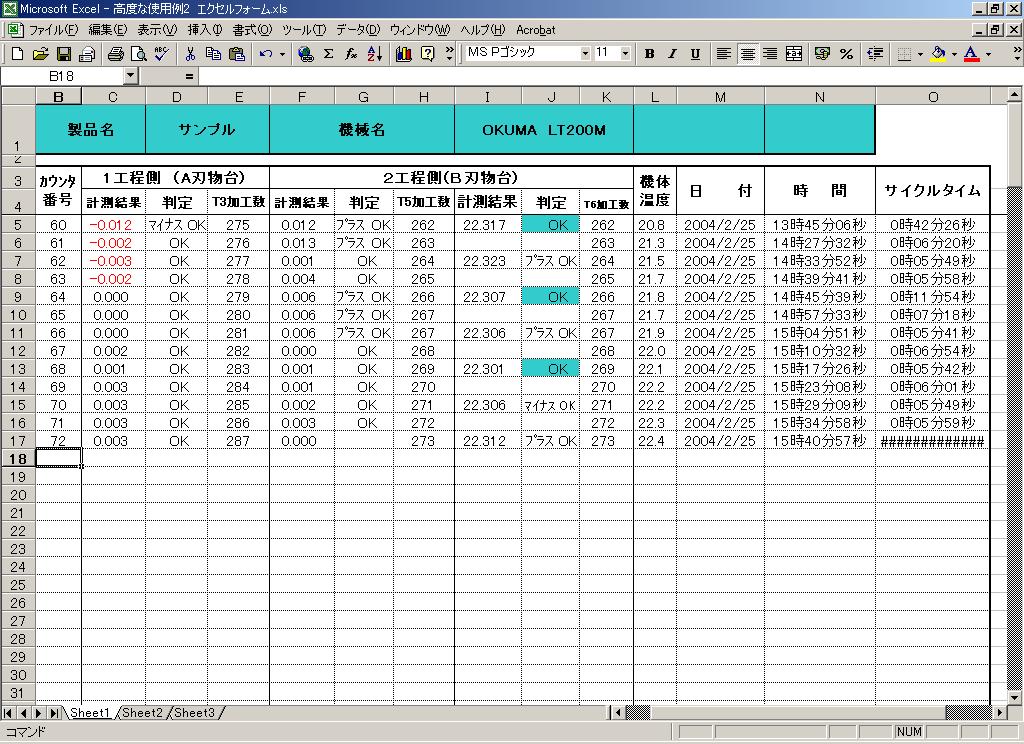
【 上記のフォーム用NCプログラム(OSP) 】
加工プログラムの終わりにこのサブプログラムを呼びます。
--------< A側データ出力サブプログラム >--------
OPRNA
N000 PUT VWKCC[1],8 (ワークカウンタAの値を8桁出力)
N000 PUT $09 (タブコードを出力して横に移動させる)
N000 PUT VXMCD[1],8 (機外計測の1番目の値を出力)
N000 PUT $09 (タブコードを出力して横に移動させる)
NOEX BIT=VDIN[801] (機外計測の判定結果を変数BITに代入)
N000 IF[BIT EQ 4]NNNG (機外計測の判定により出力する文字へジャンプ)
N000 IF[BIT EQ 8]NPNG
N000 IF[BIT EQ 16]NNOK
N000 IF[BIT EQ 32]NPOK
N000 IF[BIT EQ 64]NOK
N000 PUT ' '
N000 GOTO NR01
NNNG PUT 'プラス NG'
N000 GOTO NR01
NPNG PUT 'マイナス NG'
N000 GOTO NR01
NNOK PUT 'マイナス OK'
N000 GOTO NR01
NPOK PUT 'プラス OK'
N000 GOTO NR01
NOK PUT ' OK'
NR01 PUT $09
N000 PUT VTLCN[3],8 (工具番号3の加工数を出力)
N000 PUT $09
N000 M100 (読込の同期をとる)
NRTS RTS (サブプログラム エンド)
--------< B側データ出力サブプログラム >--------
OPRNB
N000 M100 (A側処理が終わったら開始する)
N000 PUT VXMCD[2],8 (機外計測2番目の値を8桁出力)
N000 PUT $09 (タブコードを出力して横に移動させる)
NOEX BIT=VDIN[802] (機外計測2番目の判定結果を変数BITに代入)
N000 IF[BIT EQ 4]NNNG (機外計測の判定により出力する文字へジャンプ)
N000 IF[BIT EQ 8]NPNG
N000 IF[BIT EQ 16]NNOK
N000 IF[BIT EQ 32]NPOK
N000 IF[BIT EQ 64]NOK
N000 PUT ' '
N000 GOTO NR01
NNNG PUT 'マイナス NG'
N000 GOTO NR01
NPNG PUT 'プラス NG'
N000 GOTO NR01
NNOK PUT 'マイナス OK'
N000 GOTO NR01
NPOK PUT 'プラス OK'
N000 GOTO NR01
NOK PUT ' OK'
NR01 PUT $09
N000 PUT VTLCN[5],8 (工具番号5の加工数を出力)
N000 PUT $09
N000 IF[VDIN[32]EQ 1]NR02 (機内計測のスイッチがONの時はNR02へジャンプ)
N000 PUT ' '
(機内計測をしていないのでスペースを出力)
N000 PUT $09
N000 PUT ' '
N000 GOTO NR03
NR02 PUT VIMDX[6],8 (機内計測表示画面の6番目X軸の値を出力)
N000 PUT $09
(タブコードを出力して横に移動させる)
N000 IF[VS6 EQ -2]NNNG2 (機内計測判定変数により判定)
N000 IF[VS6 EQ -1]NNOK2
N000 IF[VS6 EQ 0]NOK2
N000 IF[VS6 EQ 1]NPOK2
N000 IF[VS6 EQ 2]NPNG2
N000 ' '
N000 GOTO NR03
NPNG2 PUT 'プラス NG'
N000 GOTO NR03
NNNG2 PUT 'マイナス NG'
N000 GOTO NR03
NOK2 PUT ' OK'
N000 GOTO NR03
NNOK2 PUT 'マイナス OK'
N000 GOTO NR03
NPOK2 PUT 'プラス OK'
NR03 PUT $09
(タブコードを出力して横に移動させる)
N000 PUT VTLCN[6],8 (工具番号6の加工数を出力)
N000 PUT $09
N000 NOEX TEMP=VPTMP[1]/10 (機体温度1の値を単位が0.1度なので1/10にする)
N000 PUT TEMP,8 (温度を出力)
N000 PUT $0A0D
(改行させて次の行に移動)
N000 WRITE 0
(RS232C I/F チャンネル0へ出力)
NRTS RTS
(サブプログラム エンド)
【修正履歴】
Ver.1.01: アップリケーション実行後、その実行ファイルを記憶するように変更。
Ver.1.00: Vecter公開バージョン
Copyright(c) S.Fukazaki All Rights Researved.